

.png)


.png)



.png "環境設備")




.png)
.png)
.png)
.png)
.png)

.png)




.png)

.png)



前言
毛邊是塑料中非常常見的缺陷。通常由於熔膠黏度過低或是鎖模效率過低,在合模面上發生溢料情况,呈現為多餘塑膠超過分模面或是流入模具內滑塊嵌件或頂針等機構的間隙,此溢料現象沒解決將會嚴重損傷模具。我們的目標是操作員對毛邊產品進行零修剪。修剪除了占用操作員的大量檢查時間,它還可能導致將修整不當的零件送達客戶手中。此外,模具在存在飛邊狀况的情况下,其運行的時間越長,維修模具時的成本就越高。
毛邊特定類型
- 具有羽毛狀外觀的毛邊表明處於高溫狀態。檢查料筒和模具溫度設定點與實際值;
- 較厚的飛邊通常是由於過度保壓、機台噸位過低或模具損壞造成的;
- 如果多套模具在同機台下都存在飛邊情况,請驗證壓板平行度是否滿足射出機製造商的要求。
找出毛邊原因
對整套模具的經過流程往前溯源驗證,始終是我們迫不得已的最後手段,我們必須先採取措施找出出現毛邊情况的原因。以下是進行任何流程更改之前應遵循的程序:
-
清潔模具
骯髒的模具有時可能是導致飛邊的原因。清潔模具時,檢查模具是否有飛邊或其他異物堆積、移動滑塊部件堵塞或損壞。
-
驗證流程
是否對可能導致飛邊情况的流程進行了更改?您可能會查看的設定值包括料筒/模具溫度、噸位、注射量、鬆退、注射速度、保壓和背壓。
-
檢查材料
是否使用了正確的材料?您是否使用不同批次的材料?回收混料百分比是否高於既定百分比?乾燥不充分導致產品含水率較高,或回收料添加較多,都會使材料流動變好,進而造成毛邊的產生風險增加。
-
檢查保壓切換條件
關閉鎖模情况下,將保壓時間和保壓壓力設置得盡可能低——大多數射出機台可設為零,部分最低為1 psi。產品僅部分填充95%至98%,留有小缺口或凹痕跡象。如果零件已滿,則應進行調整以達到正確的僅填充狀態。如果僅填充條件正確,則可能是模具部分損壞。
-
檢查合模面
如果懷疑合模面損壞,請在模具固定半部存在飛邊的區域中的分型線和/或閉合處塗抹上藍劑。關閉模具並施加一定噸位下,打開模具並驗證發藍是否清晰地轉移到可移動的一半。如果發藍程度較輕或不存在,則模具需要維修。
-
歷史數據
用於排除故障的關鍵歷史數據是填充時間或峰值壓力。如果填充速度太快,請減慢注射速度,同時驗證峰值壓力變化是否保持在過程控制窗口內。如果峰值壓力太高,請進行更改VP切換位置,同時確認填充時間變化保持在既定的過程控制限制內。還應確認料筒和模具溫度的設定點與實際溫度是否在驗證工藝時確定的工藝控制限值內。
總結
如果遵循合適的檢查程序來清楚地識別此缺陷的原因,則評估毛邊狀况可能會很簡單。重要的是要記住,多數工藝故障排除的第一步是清潔模具並驗證工藝是否存在任何缺陷情况。快速解決毛邊問題可提高模具壽命並防止向客戶發送有缺陷的產品。產品質量是我們成功和盈利的關鍵。
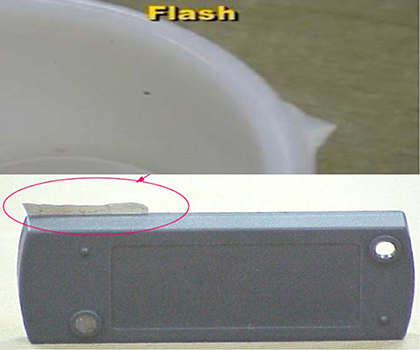

圖2:流道毛邊(flash)缺陷
以上資料來自smartmolding;若有塑膠射出模具等相關需求,歡迎您與我們聯繫。
塑膠射出模具網-丞耀精密 www.mold-ok.com
地址: 桃園市蘆竹區南山路一段218號
電話: (03)222-9000 FAX : (03)222-1458
信箱: jm323@ms39.hinet.net
專營: 塑膠射出,射出成型,塑膠模具設計/開發/製造