

.png)


.png)



.png "環境設備")




.png)
.png)
.png)
.png)
.png)

.png)




.png)

.png)



■型創科技 / 羅偉航 應用工程師
前言
在塑料工業中,纖維增強塑料(FRP)是一種重要的複合材料,它具有許多優於傳統塑料的特性。纖維增強塑料可以顯著提高塑料的強度、剛度和耐熱性,因此被廣泛應用於各種工程領域。本文將討論添加纖維的塑料在射出成型中可能引發的問題以及相應的解決方案。
纖維增強塑料的應用
- 增加強度和剛度:纖維在塑料基體中起到了增強作用,使得纖維增強塑料具有更高的強度和剛度。這意味著產品可以承受更大的載荷而不會變形或破裂。
- 更高的耐熱性:纖維增強塑料具有更好的耐熱性,可以在高溫環境下保持其性能。這對於許多工程應用來說是非常重要的,例如在汽車、航空航天和電子行業。
- 耐化學腐蝕:纖維增強塑料可以提供更好的耐化學腐蝕性能,使其能夠在各種化學環境下使用。
- 輕量化:儘管纖維增強塑料比純塑料更重,但它們仍然比金屬材料輕。這使得它們成為需要輕量化和降低成本的應用,如汽車行業的理想選擇。
添加纖維後帶來的影響
在射出成型中,加纖料很多時候會發生流動困難、表面浮纖、變形等問題。添加纖維後主要有以下影響。
纖維對塑膠流動性的影響
-
流動性的降低:
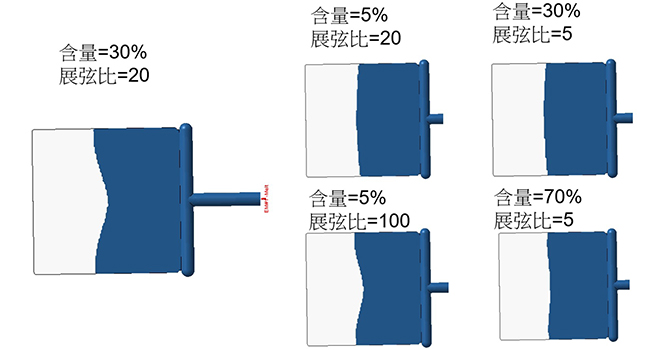
纖維增強塑料的流動性會比純塑料明顯降低。這是由於纖維會阻礙塑料的流動,而不同的纖維含量以及纖維長度更會影響熔膠的流動行為(圖1)。 -
解決方案:
產品上建議設計合理的肉厚分布,避免由於流動性的降低導致遲滯,成型時應確保有足夠的壓力和熱量傳遞到塑料中,以促進其流動。此外,優化注射速度和時間也可以幫助改善纖維增強塑料的流動性。
纖維對收縮的影響
-
力學的各向異性:
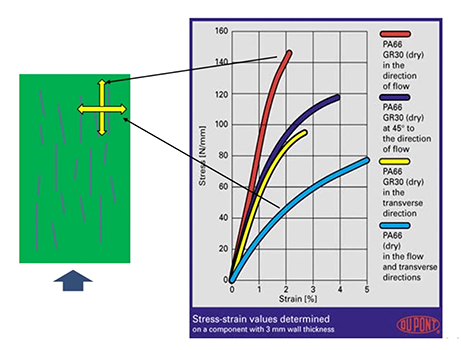
與純塑料相比,纖維增強塑料會由於流動而產生纖維配向,該配向會造成力學的各向異性(圖2),如圖所示,與纖維配向同向的強度比垂直於纖維配向的強度要大。當產品射出完成時,垂直於纖維配向的方向,收縮會更大。則收縮差異明顯的產品就會容易發生變形的問題。 -
解決方案:
在設計模具時,應考慮到纖維增強塑料的收縮率。對產品的設計可適當添加筋位或打斷的方式,使纖維配向導致的體積收縮效應各方向一致。
纖維對射出效率的影響
-
射出效率的降低:
由於纖維增強塑料的流動性降低,射出過程中可能會引發堵塞或注射不足的問題。這會降低射出效率,並可能導致生產成本的增加。 -
解決方案:
優化注射參數,如注射速度、注射時間和注射壓力,可以改善射出效率。此外,定期清潔和維護射出機也能有助於防止纖維增強塑料在射出過程中的堵塞問題。
纖維對產品外觀的影響
-
表面浮纖問題:
充填過程中,產品靠近表面的高剪切區域,會因剪切升溫現象造成局部熔膠的黏度發生差異,接近產品表面熔膠黏度較低的區域,熔膠於纖維就容易發生滑動分離的現象,纖維在此表面區域就容易逐漸累積,產生浮纖現象。 -
解決方案:
調整纖維的配方,選擇長徑比較小的纖維;配方中可選用黏度較低的樹脂基材,當噴泉流動現象發生時,低黏度的熔膠也容易駐留在成品表面,减少浮纖。成型參數方面,通常使用較高的模溫,或變模溫的工藝,讓產品表面不容易出現纖維斜插的現象。此外也可以提高料溫、提高射速來延長表面固化層的冷卻時間,改善浮纖現象。
結語
以上是纖維增強塑料在應用上的一些問題及解決方案。在使用纖維增強塑料進行射出成型時,需要仔細評估其適用性,並採取適當的措施來解決可能出現的問題,以確保最終產品的質量和性能符合要求。
以上資料來自smartmolding;若有塑膠射出模具等相關需求,歡迎您與我們聯繫。
塑膠射出模具網-丞耀精密 www.mold-ok.com
地址: 桃園市蘆竹區南山路一段218號
電話: (03)222-9000 FAX : (03)222-1458
信箱: jm323@ms39.hinet.net
專營: 塑膠射出,射出成型,塑膠模具設計/開發/製造